Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы

Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
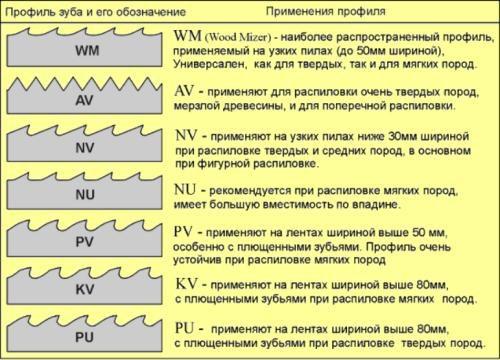
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
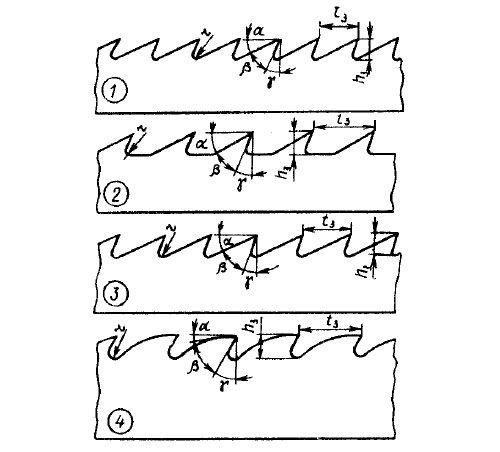
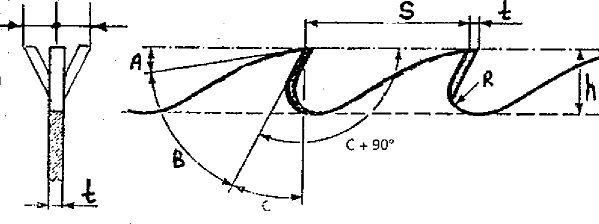
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
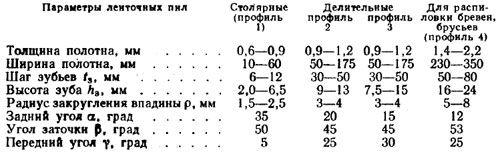
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
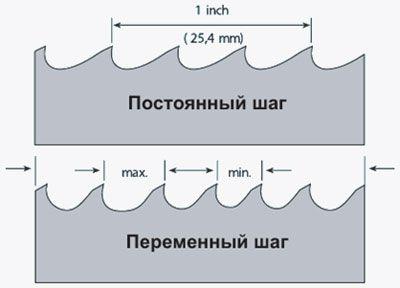
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Разводка ленточной пилы
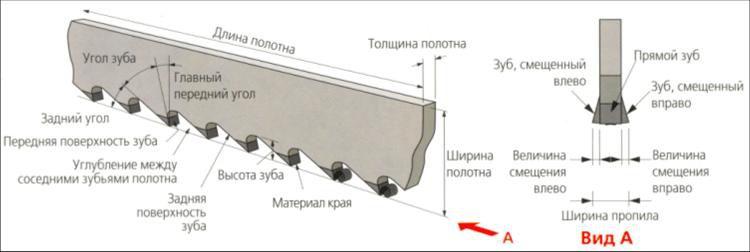
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
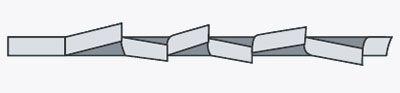
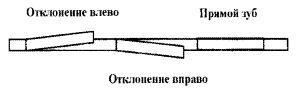
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
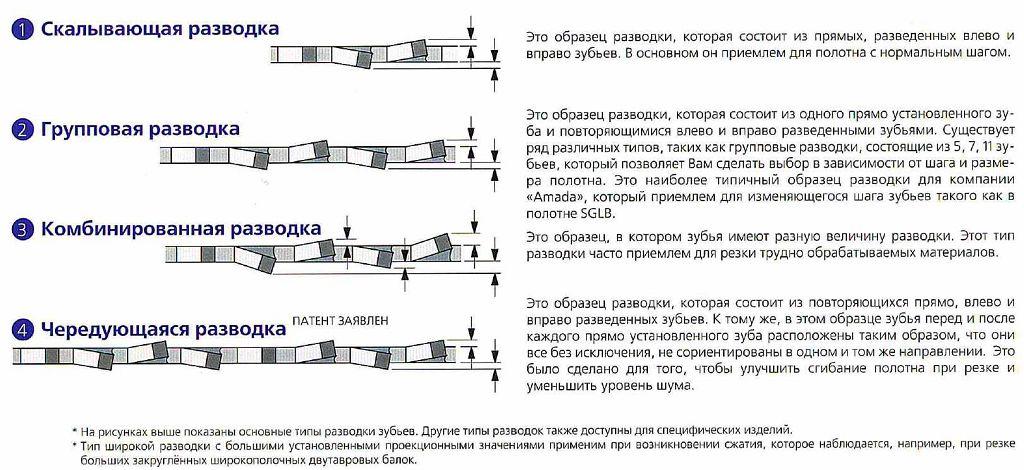
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
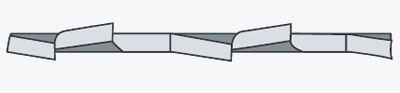
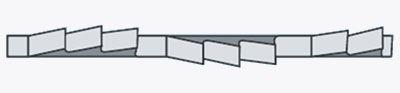
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
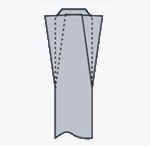
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Рекомендации по заточке

Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:




