Зубья цепи бензопилы тупятся довольно быстро. При беспрерывной работе править их своими руками приходится по нескольку раз в день. Если же на них попадает земля или мелкие камни проблема усугубляется деформацией. Вместо стружки из-под зубьев цепей полетят мелкие опилки и эффективность работы заметно снизится. При своевременных заточках снимается минимальный слой металла, увеличивается срок эксплуатации пилы.
Когда требуется заточка
Зачастую пользователь не замечает затупления зубьев цепей бензопилы и продолжает работу. Снижается производительность работы, увеличивается расход топлива и нагрузка на механизмы, быстрее разрушаются шина и ведущая звездочка. Чтобы избежать этих неприятностей во время работы надо смотреть на состояние опилки. О необходимости правки цепи говорят следующие признаки:
- размер стружки уменьшается;
- опилка темнеет;
- появляется обилие пыли.
О неполадках говорит и изменение усилия подачи. Острые зубья цепей начинают резать при минимальных подачах. Когда бензопилу приходится «заставлять» работать — зубья затупились. Она режет медленнее, требует больше усилий со стороны пользователя. Внимательный хозяин с первого взгляда на цепь заметит проблему.
Форма зубьев цепи
Рабочие звенья любой бензопилы имеют несколько элементов:
- основание;
- стопор глубины;
- лопатка.
Лопатка зуба снабжена двумя рабочими кромками: верхней горизонтальной и торцевой, которая расположена вертикально. Наилучшие результаты пиления возможны при определенных углах правки режущих кромок. Угол верхней режущей кромки создается спинкой зуба — этим местом бензопила врезается в дерево. Лопатка, ширина которой уменьшается назад, создает угол режущей кромки с торца, который отрезает стружку по бокам.
Плоскость скольжения, создаваемая краем торцевой режущей кромки, должна располагаться под углом 65 — 85 градусов. Наклон назад должен составлять угол в пределах 55 — 60 градусов. Основная рабочая кромка — верхняя, здесь основную роль играет верхний угол. Оптимальная форма верхнего угла формируется сочетанием всех изложенных параметров.
Чем выше показатель угла заточки, тем легче поддается пилению мягкая древесина. При работе с мерзлыми или плотными пиломатериалами предпочтительнее меньший угол, который делает движения цепи более мягкими, снижает биение.
Заточка в любом случае осуществляется в пределах 25 — 35 градусов. Только для продольного пиления зубья затачивают под 10 градусов.
Правила заточки зубьев
- Показатели остроты угла рабочего звена и высоты ограничителя должны совпадать с указанными в паспорте;
- Габариты зубьев должны быть одинаковыми;
- Зубья затачивают напильником круглого сечения малого поперечника, так как цепь изготавливается из относительно мягкого материала, а форма внутренней поверхности зубьев цепей округлая;
- Во время работы напильник устанавливают под углом 90 градусов по вертикали и 10 (30) градусов по горизонтали. Чтобы правильно заточить цепь одним напильником требуется много времени и мастерство. Поэтому обычно для этого используют специальные станки и приспособления.
Когда бензопила используется от случая к случаю, достаточно будет набора заточника: два тонких напильника круглого сечения, плоский, фиксатор (тиски) и шаблон.
Виды оборудования
Специализированное оборудование для правки цепей своими руками может быть мобильным или стационарным.
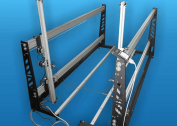
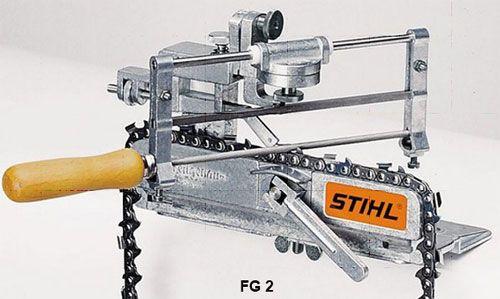
Мобильный ручной механизм
Конструкция ручных механизмов похожа на лучковую пилу, только вместо пильной кромки используется напильник круглого сечения. Преимущество работы с таким устройством: все рабочие края цепи выравниваются под единый стандарт. Параметры заточки выставляются своими руками перед началом работы.
Для обработки каждого зубца необходимо сделать несколько движений. Во время правки цепь фиксируется в специальном устройстве, удобно подающим ее звенья. Сделать самодельный механизм достаточно сложно, для этого нужны токарный и фрезерный станок, навыки обработки металла. Можно попытаться скопировать детали заводских устройств, взяв за образец модель из магазина. Вызывает сомнения целесообразность потраченных усилий, ведь цена ручных станков невелика, а купить его можно в любом магазине.
Серьезный недостаток ручного набора в том, что он рассчитан на цепи с шагом 3\8 дюйма и толщиной рабочих звеньев 1,3 миллиметра. Заточка ручным способом требует временных затрат. Если звенья серьезно повреждены, исправить их вручную не получится.
Поэтому для профессионалов предпочтительнее работать на автоматических и полуавтоматических станках. Качество заточки и производительность на них значительно выше.
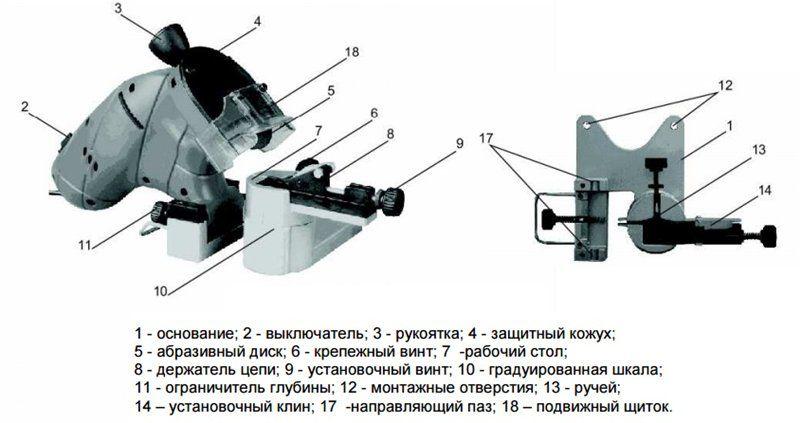
Стационарный станок
Стационарный станок с электроприводом позволяет задать все настройки, подводит абразивный круг к зубьям и некоторые модели сами затягивают тиски на звеньях. Это достаточно сложное оборудование, самодельных аналогов которого не существует. Своими руками можно сделать самодельную конструкцию попроще. Основные элементы станка: рабочая поверхность и электромотор, на вал которого надевается точильный круг.
Наиболее сложный в изготовлении узел — самодельный рабочий стол, на котором цепь закрепляется и подается под нужным углом к точильному кругу.
Положение звеньев бензопилы своими руками регулируется несколькими винтами, а чтобы добиться наилучшей точности самодельный станок оснащается шкалой.
Если конструкция станины освоена, можно подбирать электромотор:
- мощность двигателя 250 — 550 Вт;
- частота кручения 3000 — 6000 оборотов в минуту;
- напряжение в сети 220 — 230 В, частота тока 50 Гц.
В станке используются алмазные диски толщиной не более 3,2 миллиметра.
Видеоролик с демонстрацией самодельных станков:

 (голосов: 1, средняя оценка: 4,00 из 5)
(голосов: 1, средняя оценка: 4,00 из 5)