Изготовление деревянных заготовок или конечных изделий сопровождается несколькими этапами обработки. Для выполнения каждой операции необходимо применять особый тип оборудования. Альтернативным вариантом являются комбинированные станки.
Конструктивные особенности станков

Этот тип оборудования имеет существенные конструктивные и эксплуатационные отличия от классических моделей станков. Прежде всего разница заключается в принципе их компоновки. Главным принципом является максимальное количество выполняемых операций при небольших габаритах станка.
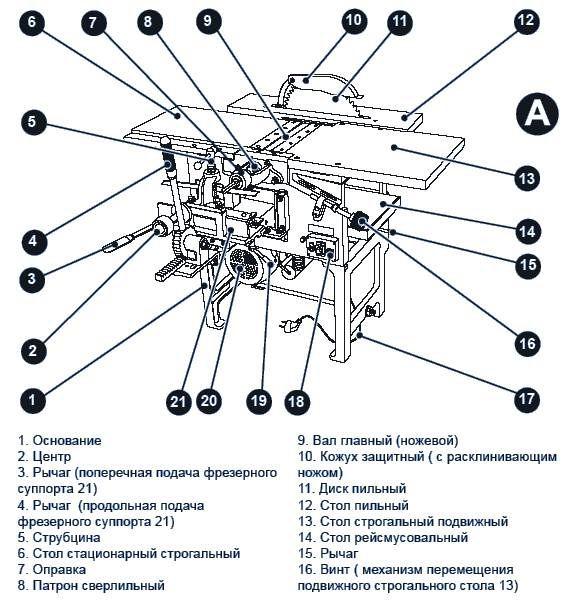
Конструктивно станок состоит из станины, внутри которой размещен один или несколько электродвигателей. Они необходимы для передачи крутящего момента рабочим компонентам оборудования. Зачастую это осуществляется с помощью ременной передачи. Но определяющими отличиями является расположение деревообрабатывающих узлов.
Комбинированные деревообрабатывающие станки должны иметь следующие конструктивные особенности:
- несколько рабочих столов для выполнения операций — реза, шлифования или фрезерования. В некоторых моделях часть функций совмещена. Однако при этом возможность сделать несколько типов обработки одновременно отсутствует;
- относительно небольшие размеры. Они позволяют установить станок в ограниченном рабочем пространстве. Вместе с этим учитывается наличие места для подачи деревянных заготовок в зону обработки;
- быстрая переналадка станка. Она необходима для оперативной перенастройки оборудования для смены операций;
- высокий уровень защиты. При резе не должны быть задействованы механизмы фрезерования или фугования. Это касается всех функций оборудования. В противном случае повышается вероятность получения травмы во время работы.
Также следует учитывать, что большинство комбинированных деревообрабатывающих станков рассчитаны только для использования в домашних мастерских. Их силовые установки имеют относительно небольшую мощность и предназначены для подключения к бытовой электросети 220 В.
При выборе оборудования необходимо ориентироваться на максимальные и минимальные габариты заготовок, а также породу древесины. Это является одним из определяющих параметров выбора.
Преимущества и недостатки комбинированного оборудования
Прежде всего следует продумать целесообразность приобретения комбинированного деревообрабатывающего станка. Если в домашней мастерской необходимо выполнить полный цикл обработки заготовок, от резания до фугования – подобное оборудование просто необходимо. Во всех остальных случаях лучше всего ограничиться узкоспециализированными станками.
Сначала необходимо проанализировать положительные и отрицательные стороны эксплуатации оборудования этого типа. Таким образом можно определить главные качества, которыми должен обладать комбинированный деревообрабатывающий агрегат.
Исходя из анализа технических и эксплуатационных характеристик можно выделить следующие положительные стороны оборудования:
- относительно небольшие размеры;
- возможность выполнения основных деревообрабатывающих операций на одном оборудовании;
- доступная стоимость. Она обусловлена несложной конструкцией и отсутствием электронных компонентов управления;
- выбор из настольных и напольных моделей. Домашние мастера предпочитают первый вариант. Станок монтируется на станину, высота которой регулируется пользователем.
Но кроме положительных качеств необходимо учитывать ряд возможных недостатков:
- низкий показатель производительности;
- ограничения по размеру деревянной заготовки – толщине, длине и ширине.
Однако несмотря на отрицательные качества оборудования, положительные его стороны превалируют. Именно поэтому комбинированные станки для обработки деревянных заготовок стали столь популярны и повсеместно используются не только в домашних условиях, но и для комплектации небольших производственных мастерских.
Во многом характеристики станка зависят от качества используемых материалов. Лучшими эксплуатационными показателями обладают модели, у которых рабочие столы изготовлены из сплава чугуна. Это не только придает устойчивости конструкции, но и длительное время сохраняет изначальную геометрию рабочей поверхности.
Перечень основных технических характеристик

Следующим этапом анализа характеристик оборудования является изучение параметров выполняемых операций и качеств станка в целом. Учитываются габариты оборудования, его потребляемая и полезная мощность, масса.
Каждую операцию следует изучить в отдельности. Важно помнить, что деревянная деталь будет проходить поэтапный процесс обработки – от резания до фрезеровки и фугования. Поэтому характеристики заготовки после выполнения определенной обработки должны соответствовать технологическим требованиям следующей.
Исходя из этого при выборе модели станка следует придерживаться таких правил:
- мощность оборудования. Она может быть различной для каждой операции;
- размеры рабочих столов. Они определят трудоемкость выполнения работ, а также требования к размерам заготовок;
- перечень выполняемых операций.
Последний пункт наиболее важен, так как он определит возможность использования станка для деревообработки. Параметры каждой операции необходимо рассмотреть отдельно.
Главным преимуществом узкоспециализированных станков являются улучшенные технические характеристики. Поэтому для комплектации производственных линий с высоким показателем производительности комбинированное оборудование практически не используется.
Распиловка

Она выполняется с помощью дисковой пилы, установленной на приводной вал. С помощью ременной передачи от электродвигателя передается вращательное движение. Диск находится в центре рабочего стола и выступает над его поверхностью.
Во многих моделях диск располагается на специальном блоке, имеющем функцию поднимания (опускания). Таким образом можно контролировать глубину пропила. Обязательным является наличие защитного кожуха, который поднимается при контакте с заготовкой.
Перечень основных технических характеристик распиловки:
- максимальный и минимальный диаметр диска;
- посадочный диаметр;
- параметры смещения пильного диска по высоте;
- размер рабочего стола;
- возможность обработки деревянных заготовок вдоль и поперек волокон по углам. Для этого необходимо специальное приспособление.
Кроме этого учитывается частота вращения рабочего вала и возможность изменения этого параметра. Для установки точной ширины реза в конструкции станка должен быть упорный механизм, крепящийся на рабочем столе. Он имеет тонкую регулировку положения относительно деревянной детали.
Во время обработки длинных деревянных деталей можно использовать дополнительный рабочий стол. Он крепится к основному и должен находиться с ним на одном уровне.
Строгание
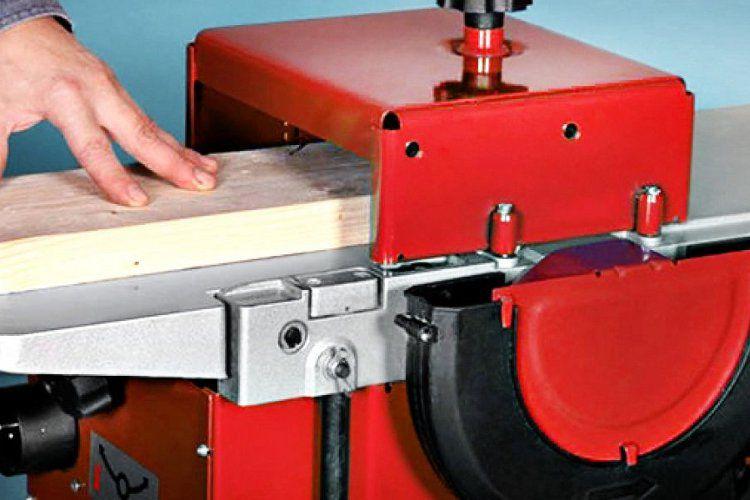
Процесс строгания делается с помощью вала, на который устанавливается от одной до четырех лезвий. При его вращении происходит снятие слоя материала с поверхности заготовки. Важно знать, что у большинства моделей вал располагается горизонтально и подразумевает только одностороннюю обработку.
Для повышения качества обработки рабочий стол разделен на две зоны. Одна из них имеет функцию смещения по высоте. Это позволяет минимизировать вероятность появления биений во время строгания (фугования). В качестве дополнительных компонентов рекомендуется использовать механизм прижима детали. Он должен иметь функцию регулировки степени прижима и жестко крепиться по краям рабочего стола.
Основные технические характеристики для функции строгания:
- число ножей, устанавливаемых на рабочий вал;
- диаметр рабочего вала;
- максимально допустимая ширина строгания;
- снятие материала за один проход. Зависит от степени прижима и высоты вала относительно заготовки.
Большинство моделей комбинированных деревообрабатывающих станков не имеют механизм автоматической подачи деревянных деталей. Это нужно учитывать при обработке длинных заготовок. В этом случае процедуру лучше всего выполнять вдвоем.
Со временем острота лезвий ухудшается. Их заточку можно сделать самостоятельно. Но при этом учитывается, что они изготавливаются из твердой инструментальной стали.
Фрезерование

В зависимости от конструктивных особенностей оборудования эта процедура может выполняться двумя типами фрез – дисковыми и пальчиковыми. В первом случае инструмент устанавливается вместо пильного диска. При этом учитывается ширина прорези для монтажа. Минимальное расстояние от плоскости фрезы до кромки должно составлять не менее 3 мм.
Для обработки края заготовки с помощью пальчиковой фрезы в конструкции есть отдельный блок. Зачастую патрон устанавливается на общий вал привода строгания. С целью улучшения качества фрезерования дополнительно используется рабочий стол с продольными и поперечными подачами. В этом случае заготовка жестко крепится, а ее смещение относительно фрезы происходит за счет продвижения рабочего стола. Также должна быть функция изменения угла наклона.
При анализе операции фрезерования необходимо учитывать следующие параметры:
- размер хвостовика фрезы;
- максимальный и минимальный диаметры исковой фрезы;
- характеристики подач рабочего стола – смещение в продольном и поперечном направлении;
- размеры рабочего стола.
Помимо характеристик оборудования необходимо правильно подобрать конфигурацию фрез. Инструменты, поставляемые в базовой комплектации комбинированного деревообрабатывающего станка зачастую не отличаются качеством. Поэтому рекомендуется приобрести профессиональный набор фрез.
Во время выполнения операций фрезерования или строгания большое количество стружки и древесной пыли могут негативно сказаться на качестве обработки. Поэтому рекомендуется приобретать модели станков с раструбом для подключения к стружкопылесосу.
Сверление

Зачастую функция сверления выполняется в блоке фрезерования пальчиковой фрезой. Для этого необходимо поменять патрон на сверлильный. С целью повышения качества обработки необходимо использовать дополнительные инструменты и приспособления.
Заготовка устанавливается на рабочий стол и жестко крепится. Затем с помощью подвижной каретки деталь подается в зону обработки. Если же ее габариты не позволяют выполнить жесткую фиксацию – необходимо использовать дополнительные устройства. С их помощью можно регулировать положение заготовки, а также глубину сверления.
Перечень основных характеристик сверления на комбинированном деревообрабатывающем станке:
- максимальный и минимальный диаметр сверл;
- допустимая глубина сверления;
- скорость вращения рабочего вала;
- возможность изменения угла положения заготовки относительно сверла.
Для правильной эксплуатации универсальных деревообрабатывающих станков необходимо выполнить корректную установку. Для настольных моделей изготавливается или покупается станина. Она должна быть максимально устойчивой. Рекомендуется выбирать модели с функцией регулировки положения уровня.
Дополнительно учитываются условия эксплуатации – температура в помещении и защита от влаги. Последний пункт важен при работе на открытых площадках. Подключение к электросети выполняется с помощью УЗО. Обязательно следует учитывать максимальную потребляемую мощность оборудования.
В качестве примера можно посмотреть видеообзор на модель универсального комбинированного деревообрабатывающего станка:

 (голосов: 1, средняя оценка: 4,00 из 5)
(голосов: 1, средняя оценка: 4,00 из 5)

