Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Виды резьбы

Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Чтобы канавка получилась чистой, металл снимается постепенно, слоями. Для этого нужен один очень длинный инструмент или набор.
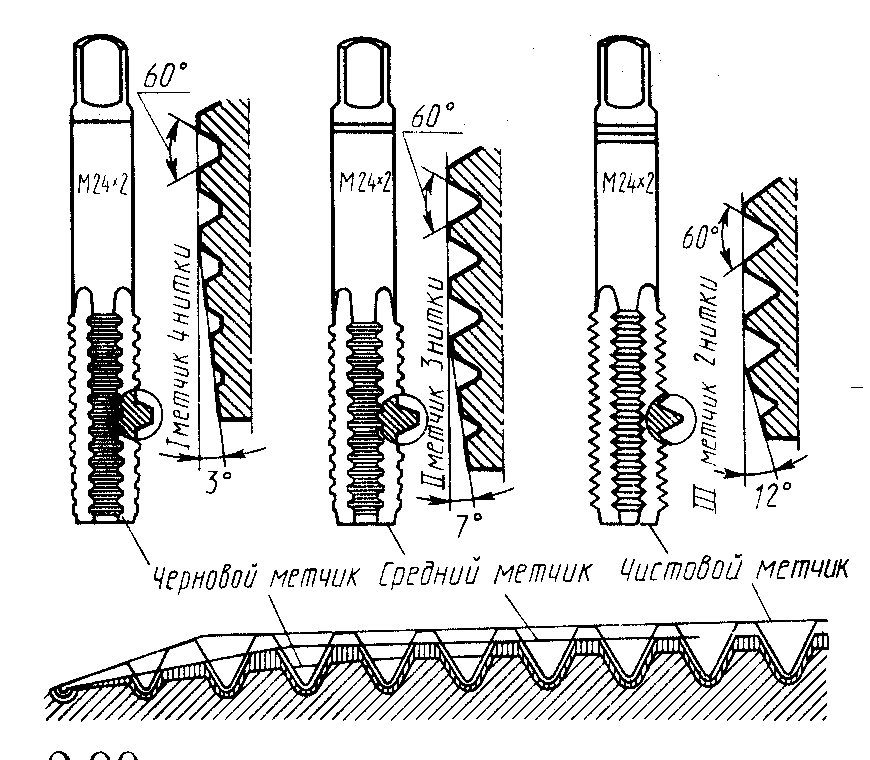
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Качество напрямую зависит от свойств метчика: он должен быть из хорошего металла и острым. Чтобы продлить срок использования инструмента и повысить качество резьбы, применяют смазку. Обычно для приобретения устойчивого навыка нарезки требуется сделать 3 — 5 попыток.
Процесс нарезания
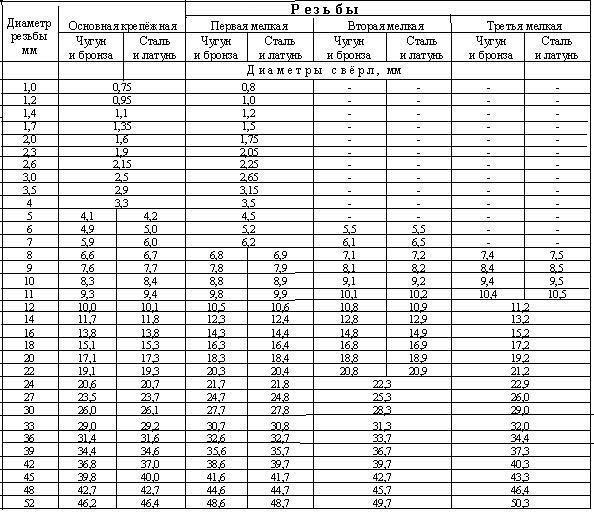
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Во время нарезки часть металла не выпадает со стружками, а продавливается по рабочим поверхностям метчика, формируя на заготовке профиль канавки. Учитывая эту особенность, размер сверла, которым делается отверстие под резьбу, подбирают немного меньше, чем номинальный поперечник будущей резьбы.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:








 (голосов: 11, средняя оценка: 4,73 из 5)
(голосов: 11, средняя оценка: 4,73 из 5)

