Изготовлением радиально-сверлильных станков серии 2А554 занимается Одесский завод РСТ. Этот тип оборудования предназначен для обработки крупногабаритных заготовок, перемещение которых по поверхности рабочего стола затруднительно. Конструкция станка обеспечивает максимальный доступ ко всем граням детали, позволяет выполнять широкий спектр операций.
Конструкция станка

Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
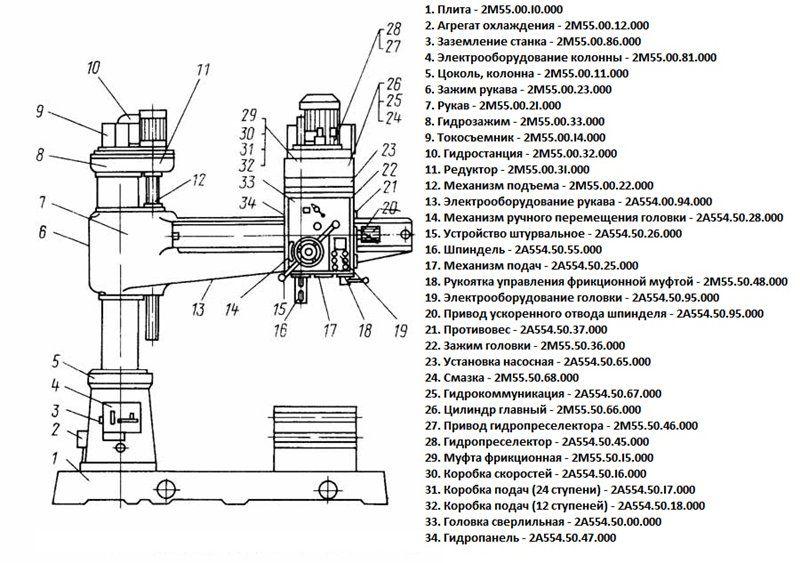
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Независимо от местонахождения шпинделя он всегда будет уравновешен. Благодаря этому расширяется спектр выполняемых операций степеней обработки детали.
Технические параметры оборудования
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
Рекомендации по эксплуатации

Перед окончательной установкой станка 2А554 следует подготовить рабочую площадку для него. Лучше всего обустроить специальную платформу, которая будет способна выдержать вес оборудования. Затем необходимо проверить компоненты и узлы на отсутствие скрытых и явных дефектов.
После монтажа выполняется подключение к электросети. Она должна быть рассчитана на максимальную мощность оборудования. Поэтому важно изучить все характеристики станка, изменение параметров в зависимости от текущих режимов работы.
Кроме этого, во время эксплуатации оборудования следует учитывать такие факторы:
- при возникновении нештатных ситуаций (поломка или сбой в работе) сначала выполняется полное отключение и только затем проводятся ремонтные работы;
- во время работы оборудования запрещается выполнять его чистку, изменять положение заготовки, делать подтягивание болтов и гаек конструкции;
- если происходит формирование сливной стружки — следует вывести сверло из отверстия. В противном случае велика вероятность образования длинной стружки. Она может налипать на режущие кромки сверла или торцы обрабатываемых поверхностей;
- контролировать функциональность противовеса, который необходим для регулировки положения шпинделя.
С рабочим персоналом обязательно проводится инструктаж по технике безопасности, подробно изучаются характеристики станка.
В видеоматериале показан пример работы станка 2А554:



