Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков

Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Для достижения максимальной точности рекомендуется приобрести центроискатель индикаторный, погрешность которого не превышает 0,01 мм.
Виды центроискателей

Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором
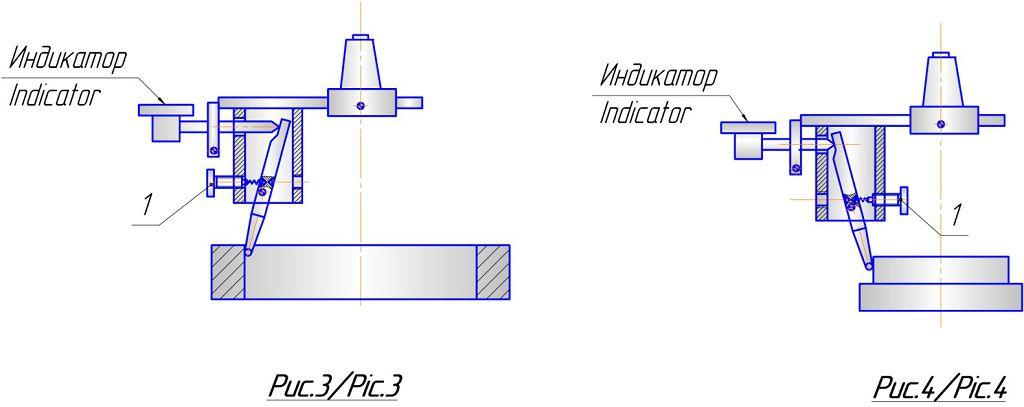
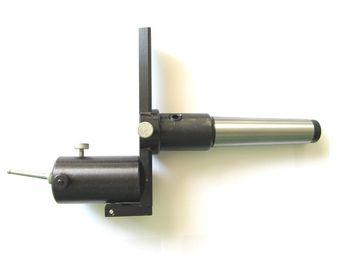
Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель
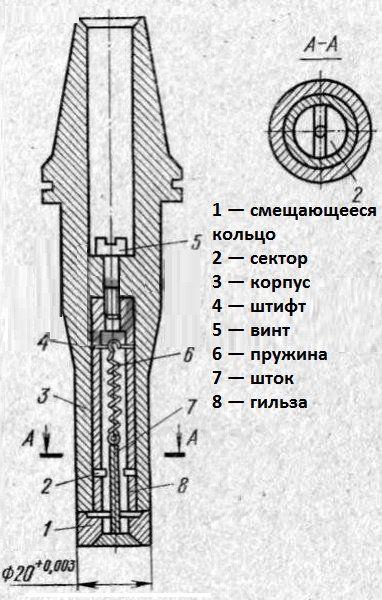
Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический

Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| 6201-4003-13 | MAS 403 | 40 | 12560 |
| 6201-4003-12 | DIN 69871-A | 50 | 13180 |
| 6201-4003-04 | Конус Морзе | 2 | 13550 |
| 6201-4003-05 | Конус Морзе | 3 | 13740 |
| 6201-4003-10 | DIN 69871-A | 40 | 14010 |
| 6201-4003-18 | DIN 2080 | 50 | 14100 |
| 6201-4003 | ГОСТ 25827-93 исп.3 | 40 | 14470 |
| 6201-4003-16 | DIN 2080 | 40 | 14560 |
| 6201-4003-01 | ГОСТ 25827-93 исп.3 | 50 | 15480 |
| 6201-4003-15 | MAS 403 | 50 | 15850 |
| 6201-4003-07 | Конус Морзе | 5 | 15850 |
| 6201-4003-09 | DIN 69871-A | 30 | 15850 |
-

- 6201-4003-13

-

- 6201-4003-12

-

- 6201-4003-04

-

- 6201-4003-05
-

- 6201-4003-10

-

- 6201-4003-18

-

- 6201-4003

-

- 6201-4003-16

-

- 6201-4003-01

-

- 6201-4003-15

-

- 6201-4003-07

-

- 6201-4003-09






