Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар

Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
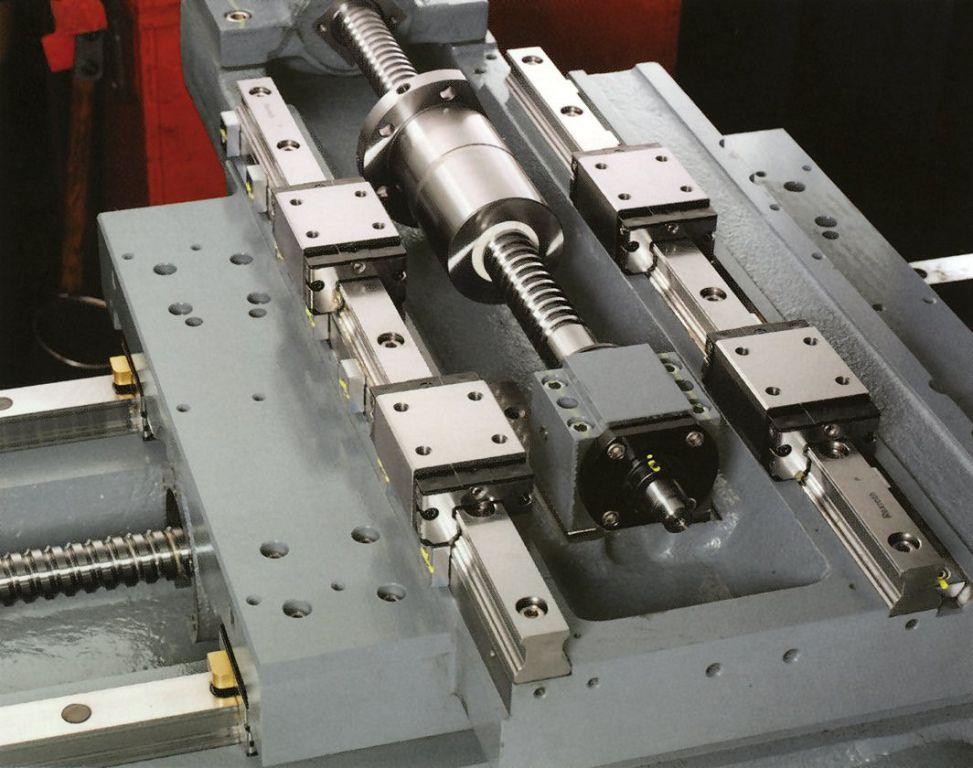
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП
Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ

Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ

После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси. Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе. Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:



