Сверла в процессе эксплуатации неизбежно теряют свои первоначальные свойства. Это связано с изменением конфигурации режущих кромок. Но при этом не всегда необходимо покупать новые. Если своевременно выполняется заточка сверла – время эксплуатации инструмента увеличивается.
Принципы заточки сверл
Для того, чтобы разработать технологию обработки режущей кромки этого типа инструмента — необходимо знать принцип его работы. Во время вращения режущие части сверла формируют конус. Такую же конфигурацию приобретает дно глухого отверстия.
Определяющим условием правильного выполнения этого процесса является соблюдение конфигурации режущей кромки, которая располагается на концах торца. В случае изменения геометрии неизбежно появятся дефекты. Чаще всего это излишний нагрев сверла по металлу, формирование неровных стенок глухого или сквозного отверстия. Во избежание возникновения этих дефектов необходимо своевременно выполнять заточку.
Основные принципы восстановления конфигурации режущей кромки сверла:
- определиться с конфигурацией сверла. Его строение и материал изготовления напрямую повлияет на выбор технологии заточки;
- правильно выбрать инструмент для выполнения этой процедуры. Оптимальным вариантом будет использование специальных станков. В случае их отсутствия можно воспользоваться универсальным точильно-шлифовальным оборудованием;
- рекомендуется использовать охлаждающую жидкость. Она снизит степень нагрева режущей кромки во время обработки, а также минимизирует вероятность появления внутреннего или поверхностного натяжения.
Применение средств индивидуальной защиты является обязательной мерой. Даже если специальный станок имеет прозрачный щиток – всегда есть вероятность вылета мелкой стружки или поломки сверла.
Для обработки небольших сверл по металлу можно использовать шлифовальную машинку. В этом случае оно жестко крепится, а заточка осуществляется с помощью небольшой фрезы.
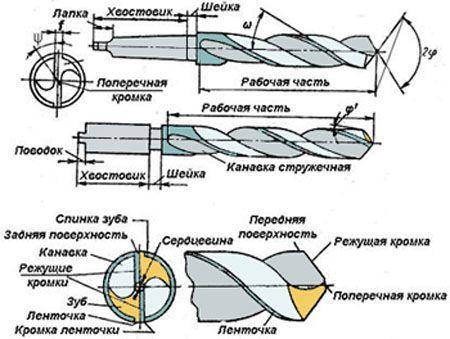
Технология обработки спиральных сверл
Для заточки свел этого типа можно использовать абразивный круг, установленный на вал электродвигателя. Затем необходимо рассчитать угол между режущими кромками. Они должны образовывать конусное глухое отверстие в процессе эксплуатации.
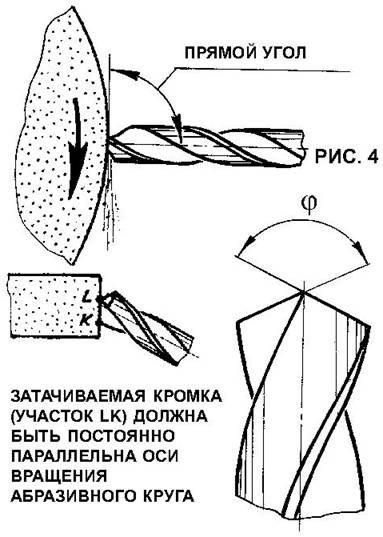
Для правильного форсирования режущей части необходимо ориентироваться на конфигурацию спиральных канавок, вдоль которых происходит удаление стружки. Во время заточки кромка сверла должна быть параллельна оси вращения абразива. Сначала выполняется обработка одной кромки, а затем второй. Расстояние от режущей части до канавок должно быть одинаковым для двух сторон.
Угол между кромками должен быть равен изначальному. Если нет аналогичного нового сверла по металлу – можно ориентироваться по следующим данным, которые зависят от материала обработки:
- для стали — 140°;
- для обработки бронзы, латуни — от 110° до 120°;
- сверла по алюминию, дереву или пластику – от 90° до 100°.
В случае обработки универсальных сверл угол между режущими кромками составляет 120°. Для повышения качества рекомендуется изготовить или приобрести готовый шаблон. Следует отметить, что его конфигурация может быть различной в зависимости от типа обрабатываемого сверла.
Окончательный этап правки – формирование задней поверхности. Обработка также происходит на абразивном станке. Контроль качества осуществляется с помощью обычной шайбы.
Заточка победитовых моделей

Заточка сверл с победитовыми напайками является более сложной процедурой. Для ее выполнения необходимо правильно добрать обрабатывающий инструмент и придерживаться правил выполнения работы.
В качестве инструмента обработки необходимо использовать специальные алмазные круги. Предварительно следует убедиться, что сверло можно наточить. Если длина режущей части составляет более 10 мм – оно может подвергаться заточке.
Правила заточки победитовых сверл:
- среднее значение оборотов диска. При их увеличении может произойти перегрев кромки, что приведет к отслоению победитовой напайки;
- минимальное давление на диск. Скорость снятия материала с режущей кромки у этих моделей высока. Необходимо постоянно контролировать конфигурацию;
- равномерная заточка. В случае разницы между размерами кромок во время эксплуатации неизбежно появятся неровности в отверстии, возможет люфт инструмента.
Добиться идеального состояния победитового сверла сложно. В отличие от инструмента по металлу, твердосплавные напайки могут изготавливаться из различных сплавов, что неизбежно скажется на сложности обработки инструмента.
Если во время обработки режущая кромка нагрелась – опускать его в масло или другую охлаждающую жидкость не нужно. Остывание должно быть естественным. В противном случае возможно отслоение победитовой напайки.
В видеоматериале наглядно показана технология, по которой происходит заточка сверла:





