 Саморезы широко используются как крепление тех или иных предметов к практически любым поверхностям. Сечение резьбы, которые напоминает треугольник, позволяет саморезу проделывать отверстия в любых материалах в отличие от большинства аналогичных крепежных материалов. Изготавливается подобная разновидность крепления на специальных станках.
Саморезы широко используются как крепление тех или иных предметов к практически любым поверхностям. Сечение резьбы, которые напоминает треугольник, позволяет саморезу проделывать отверстия в любых материалах в отличие от большинства аналогичных крепежных материалов. Изготавливается подобная разновидность крепления на специальных станках.
Оборудование, на котором производятся саморезы, состоит из нескольких отдельных станков, которые составляют производственную линию. Основными среди них являются следующие:
- волочильный стан;
- холодновысадочный стан;
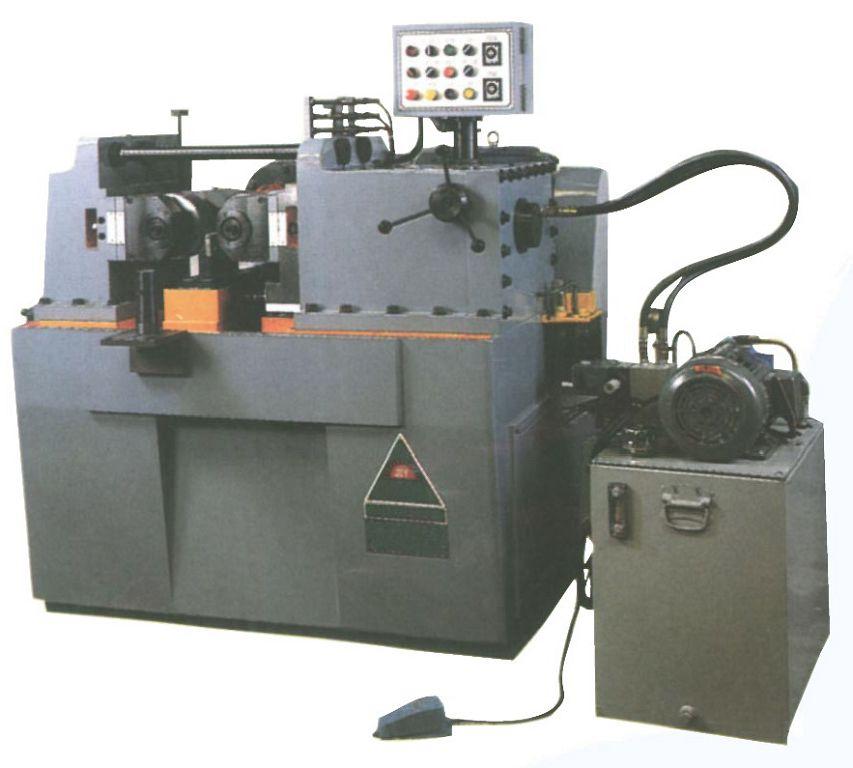
- резьбонакатный автомат;
- закалочная печь;
- ванны для нанесения антикоррозийной защиты;
- установка для сушки;
- упаковочная машина.
Волочильный и холодновысадочный стан

Первая часть такого оборудования – волочильный стан, который изготавливает тонкие прутки из металла, который используется в качестве сырья.
Так как эти прутки в процессе изготовления не нагреваются до высокой температуры, то такое оборудование, которое используется для производства саморезов, не нуждается в постоянном охлаждении. Станок не нагревает металл, он его просто вытягивает, пропуская проволоку через волоки.
На следующем этапе изготовления прутки попадают во второй из основных компонентов производственной линии – холодновысадочные станки, которые проводят нарезания прутков на отрезки требуемой длины, которая равна длине самореза. Кроме самого разрезания заготовок на нужные отрезки, этот станок выполняет еще одну важную функцию – он также формирует шляпку будущего самореза. Одновременно с этим в головке проделывается шлиц, при помощи которого саморез можно будет закручивать шуруповертом или отверткой.
Подача металлических прутков из холодновысадочного станка осуществляется при воздействии его пружинных механизмов и смазочной жидкости. В результате этого болванка по специальному желобу попадает в поддон следующего станка производственной линии.
Автомат для формирования резьбы и закалочная печь

Резьбонакатный автомат, как ясно из названия, нарезает на заготовках будущих саморезов резьбу. Форма резьбы вместе с ее шагом регулируется путем установки в автомат специальных плашек требуемых параметров. Поэтому для каждого вида саморезов используются разные плашки. Но при этом независимо от диаметра и длины, которую должны иметь саморезы, они могут изготавливаться на одном и томе же автомате такого типа. Точность и жесткость нарезания резьбы достигается использованием специальных захватывающих механизмов.
Саморезы, которые не проходили закаливания, совсем непригодны к использованию в силу своей мягкости. Чтобы сделать их прочными, они цементируются, т.н. «процесс цементации».
Внутри такой печи саморезы нагреваются до 900 градусов Цельсия, затем несколько охлаждаются, что способствует снятию внутреннего напряжения в металле. После этого практически готовые саморезы отправляются на моечную линию, где их резко охлаждают струи эмульсии.
В принципе, даже имея в своем распоряжении только вышесказанное оборудование, можно уже производить достаточно качественные саморезы, полностью готовые к использованию.
Но чтобы такая продукция могла достойно конкурировать с самыми известными производителями, производственная линия должна иметь также и специальные станки, в которых осуществляет нанесение на детали антикоррозийного слоя, сушки готовой продукции и ее расфасовки по пакетам.
Станки для нанесения защитного покрытия, сушки и упаковки

Последними компонентами, которые имеют практически любые станки для производства саморезов, являются специальные ванны для нанесения слоя защиты саморезов от коррозии и окисления, а также установки для упаковки готовой продукции.
Первый такой компонент – ванна для нанесения покрытия, что предотвращает коррозию и прочие повреждения саморезов. Нанесения такого покрытия осуществляется методом гальванизации. Технология же нанесения покрытия зависит от его типа.
Внутри этого станка есть специальный барабан, который вращается внутри ванны. Именно в него поступают саморезы. Сначала этот барабан на некоторое время помещается в емкость с обеззараживающим средством. После этого он автоматически помещается в емкость с фосфатом также на определенное наперед заданное время. Далее наступает черед емкости химического оксидирования, после чего саморезы промываются водой, на них наносится цинковое покрытие.
После обработки защитой от коррозии саморезы поддаются сушке. Осуществляется это в специальной установке при сжатом воздухе и высокой температуре. По завершении этого процесса саморезы полностью готовы к использованию. На последнем этапе изготовления в специальном оборудовании они упаковываются в пакеты или ящики, после чего поставляются в точки продаж.
Производители оборудования для изготовления саморезов
Современный рынок строительного оборудования предлагает достаточно много оборудования, на котором производятся качественные саморезы разного диаметра, длины и шага резьбы.
Самый высокий спрос имеет подобное оборудования, которое изготавливается компаниями KONNAR и FOB – вся их продукция отличается высоким качеством, надежностью и долговечностью в использовании.
Одна из самых популярных моделей станков для изготовления таких строительных приспособлений — RH-65B — позволяет производить немного больше сотни саморезов за одну минуту. Несмотря на такие высокие темпы производства, такая модель оборудования отличается высокой надежностью и простотой в эксплуатации, что подтверждают годы успешного использования.
Готовая продукция, изготовленная на этой модели, имеет самое высокое качество, поэтому может работать на достаточно высоком уровне точности. Но и стоимость подобной модели не очень низкая. Однако окупается оборудование RH-65B для производства станков за достаточно короткий срок благодаря экономичностью использования, в результате чего спрос на него в наше время достаточно высокий и все продолжает расти.
Процесс создания саморезов
- Стальная катанка протягивает в нужный размер на волочильном стане.
- Холодновысадочный автомат высаживает шляпки на отрезках нужной длины.
- Накатка резьбы на заготовке.
- Закалка и отпуск.
- Нанесение гальванического покрытия.
- Сушка и упаковка готовых изделий.
Обзор моделей станков и их характеристик
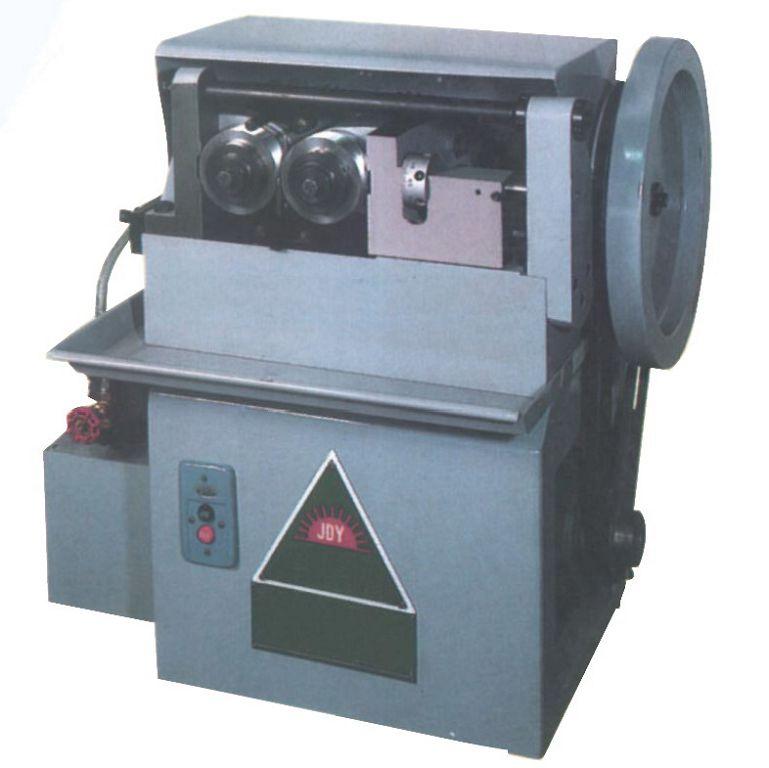
Резьбонакатные станки
| Модель | JDY- 50 | JDY- 30A | JDY- 3T |
| Диапазон наружного диаметра накатываемой резьбы | 6 ~ 80 мм | 8 ~ 40 мм | 2 ~ 12 мм |
| Шаг резьбы | 1.0p ~ 6.0p | 0.5p ~ 2.5p | 0.4p ~ 1.5p |
| Скорость накатки резьбы | 10/20/28/38 об/мин | 250/500 об/мин | 40 об/мин |
| Максимальный наружный диаметр накатных плашек | 180 мм | 80 мм | 98 мм |
| Внутренний диаметр накатных плашек | 54 мм | 25.4 мм | 50.5 мм |
| Производительность | 4 ~ 30 шт/мин | 4 ~ 30 шт/мин | 24 ~ 40 шт/мин |
| Двигатель шпинделя | 10 HP | 2 HP | 1 HP |
| Вес | 2700 кг | 520 кг | 280 кг |
| Габариты | 1800 x 1500 x 1300 | 1150 x 920 x 1360 | 800 x 600 x 750 |
-

- JDY-50
-

- JDY- 30A

-

- JDY-3T
Холодновысадочные станки
| Модель | 1005 | RH-65B | 1025В |
| Диаметр винта, мм | 2,5 | 5 | 8 |
| Длина винта, мм | 16-20 | 50 | 125 |
| Ход, мм | 38 | 80 | 134 |
| Производительность, шт/мин | 200-240 | 120-160 | 50-60 |
| Диаметр штампа, мм | 20 | 34,5 | 43 |
| Пуансон 1-й, мм | 18 | 31 | 34 |
| Пуансон 2-й, мм | 18 | 31 | 34 |
| Мощность, кВт | 0,75 | 1,6 | 3,7 |
| Размеры, см | 120х63х100 | 198х112х136 | 270х145х165 |
| Вес нетто/брутто, кг | 650/780 | 1000/1100 | 4000/4200 |
![1015-3[1]](http://stanokgid.ru/wp-content/uploads/2015/11/1015-31.jpg)





