Для обработки бревен на ленточной пилораме необходимо придерживаться принятой технологии. Таким образом можно получить максимальное количество качественных материалов — досок и бруса. Но предварительно следует ознакомиться с основными правилами раскроя.
Виды распила древесины
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
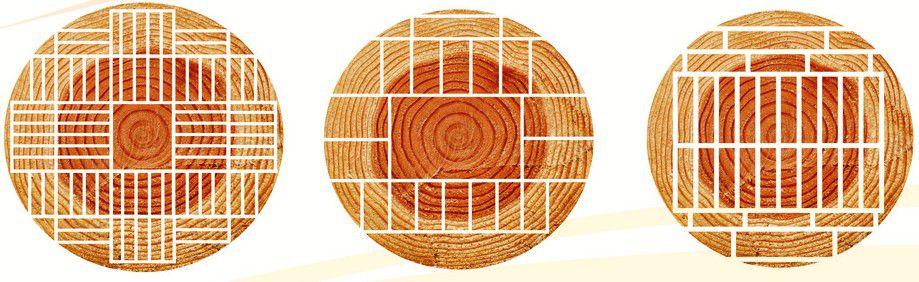
Различают следующие типы распилов:
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Для составления максимально точного раскроя рекомендуется использовать специальные программы. Они учитывают не только габариты исходного материала, но и породу древесины.
Распиловка на пилораме с вращением бревна на 180°

Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Подробная схема чаще всего применяется для изготовления рустикальных досок, к которым предъявляются пониженные требования качества.
Распиловка на пилораме с вращением бревна на 90°
Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
При достаточно большом количестве дефектов можно не откладывать заготовку, а выполнить ее обработку методом разворота на 180°.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:




