Токарно-патронный станок с ЧПУ 16К20Ф3 был разработан на заводе «Красный пролетарий». Основой для оборудования послужила модель 16К20. Они имеют практически идентичные узлы и агрегаты. Разница заключается в наличии числового программного управления.
Особенности конструкции и функционала

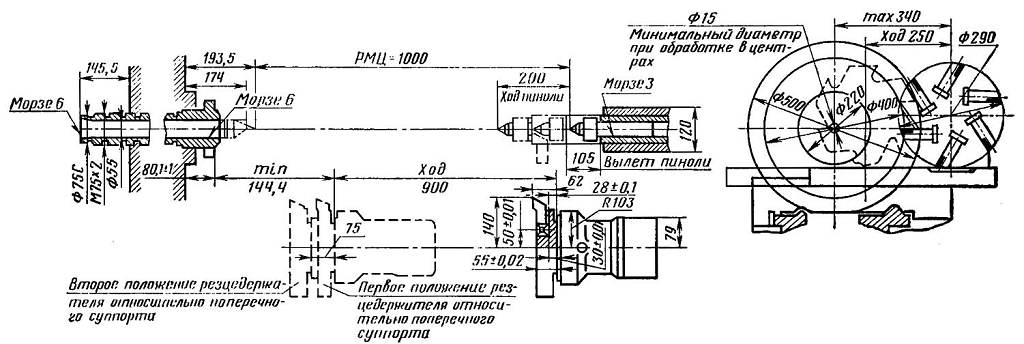
Этот станок предназначен для различных типов токарной обработки заготовок. Ограничения по диаметру составляют 40 см при наружном обтачивании. При внутреннем точении длина заготовки не должна превышать 100 см.
Главным преимуществом является возможность установки различных типов ЧПУ – замкнутые, разомкнутые и СТС. Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Дополнительно наличие автоматического управления позволяет выполнять следующие операции на токарном станке 16К20Ф3, указанные в паспорте:
- автоматический контроль за значением подачи;
- изменение количества оборотов вращения шпинделя;
- возможность формирования резьбы согласно составленной программе.
К этим качествам стоит добавить высокую точность выполняемых работ и хорошие эксплуатационные характеристики. Согласно классификации ГОСТ 8-82 станок 16К20Ф3 имеет показатель точности «П». Для адаптации к конкретному типу выполняемых операций токарное оборудование этого типа может комплектоваться дополнительными модулями и расширенным диапазоном настроек.
В качестве дополнительных компонентов станки могут поставляться с транспортером стружкоудаленеия или без него. Для этого необходимо специальное основание, параметры которого указаны в паспорте.
Основные технические характеристики
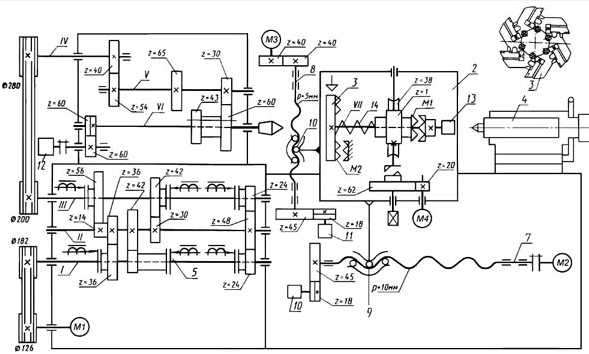
Эксплуатационные параметры и паспорт этого станка полностью соответствуют аналогу без ЧПУ. Поэтому анализ конструкции следует начать со свойств механической части – основных характеристик и шпинделя.
Общая масса станка составляет 5000 кг вместе с блоком ЧПУ. В зависимости от серии станка возможно несколько вариантов комплектации блоков электронного управления — 2Р22, Н22-1М или 2Н22-61. При этом основные паспортные технические параметры остаются неизменными:
- шпиндель. У него диаметр отверстия составляет 5,3 см;
- число рабочих скоростей составляет 12;
- пределы оборотов варьируются от 12,5 до 2000 об/мин;
- автоматических скоростей – 9;
- диапазон переключений – 12;
- конец по ГОСТ 12593-72 соответствует номеру «6К».
Следующим узлом для анализа возможностей станка 16К20Ф3 являются технические характеристики подачи. Они определяют степень точности положения резца и как следствие — качество обработки.
Параметры суппорта:
- смещение (продольное/поперечное). Составляет 90/25 см;
- скорость подачи, необходимой для максимально быстрого нарезания резьбы – 2000 мм/мин;
- пределы шагов для резьбы – от 0,1 до 39,999;
- оптимальная высота резца – 2,5 см;
- число позиций для державки, установленной в резцедержатель – 6.
Также необходимо знать основные параметры различных типов ЧПУ станка 16К20Ф3, указанные в паспорте. Они отличаются незначительно, но это может быть важно для выполнения конкретного вида операции.
Характеристики блока управления:
- количество координат, по которым выполняется обработка деталей – 2;
- дискретность смещения по осям X и Y составляет 0,001 мм;
- наличие датчика нулевого уровня. Он присутствует во всех типах, кроме 2Р22;
- датчик обратной связи. Отсутствует в модели Н22-1М;
- номинальная мощность электродвигателя главного привода – 11 кВт;
- суммарная мощность оборудования составляет 22 кВт.
Для обеспечения безопасности в конструкции предусмотрен механизм принудительной остановки при открытии дверей управляющих блоков. При проведении ремонтных или пуско-наладочных работ переключатель БУ2 должен быть поставлен в положение «дверь открыта». Это подробно описано в паспорте токарного оборудования.
Для предотвращения самопроизвольного включения в схеме станка 16К20Ф3 есть нулевая защита. При снижении напряжения до 80% от номинальной она автоматически отключает оборудование.
Электрооборудование станка
Бесперебойную работу токарного станка обеспечивает набор специального электрооборудования. Оно необходимо для нормального функционирования блока ЧПУ, электродвигателей и других компонентов станка. Важно, чтобы их исходные паспортные характеристики сохранились в течение всего периода функционирования оборудования.
Для активации определенного скоростного режима движения шпинделя соответствующие сигналы от электронного блока управления поддаются на кодовые реле. При этом включается выбранная электромагнитная муфта. Каким образом можно выбрать одну из девяти скоростей.
Изменение положения резцедержателя происходит по такому же принципу. После подачи управляющего сигнала на станок 16к20ф3 происходит смещение до того момента, пока не совпадет команда от ЧПУ с позицией реле. В этот момент активируется реверс.
В Видеоматериале показан пример модернизации станка 16К20Ф3:



