Большинство токарных обработок производится с помощью резцов. Среди основных видов отрезной резец занимает лидирующее место по частоте использования. Их изготавливают из специальных марок стали особой твердости.
Назначение отрезного резца

В зависимости от вида операции используются основные типы резцов:
- резьбовые для внешней и внутренней нарезки;
- проходные прямые, отогнутые и упорные;
- расточные для глухих и сквозных отверстий;
- отрезные.
Токарные отрезные резцы применяют для отрезания детали от прута малого диаметра и формирования канавок в заготовке. Их вырезают отрезными инструментами особого назначения — канавочными. Форма рабочей головки соответствует размерам и форме будущей канавки. Зачастую в один проход паз нужного размера сделать не получается. В несколько заходов работают и с твердыми металлами, а также при большой ширине паза.
Длина рабочей области должна составлять немногим больше половины от поперечника разрезаемой детали.
Виды конструкций отрезных инструментов:
- цельные: выточен из единого куска металла. Их изготавливают из инструментальной углеродистой стали, мелкие — из быстрорежущих. Не нашли широкого применения на практике;
- с приваренными пластинками: на головке приварена твердосплавная или быстрорежущая пластинка. При их приваривании важно соблюдать технологию, иначе возникают трещины, инструмент быстро разрушается;
- с механической фиксацией пластин: в головку инструмента вставляется режущая пластинка и крепится механически. Их часто используют для минералкерамических режущих пластин.
Токарные резаки могут быть левыми и правыми, прямыми или отогнутыми. Наиболее распространены на практике левые отогнутые и правые прямые.
Конструкция отрезного резца
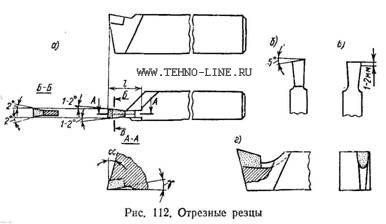
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла. Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Установка резца
Инструмент устанавливают под углом 90 градусов к обрабатываемой заготовке, по ее центру. Перепад в доли миллиметра приводит к поломке резца.
При токарной обработке хрупких металлов резец держат под углом до 10 градусов. В противном случае заготовка отломается быстрее, чем резак достигнет центра. При работе с быстрорежущими инструментами из цельного металла необходимо соблюдать скорость обработки не более 30 м\минуту. Твердосплавные резаки с напайками работают на повышенных скоростях — до 130 метров в минуту.
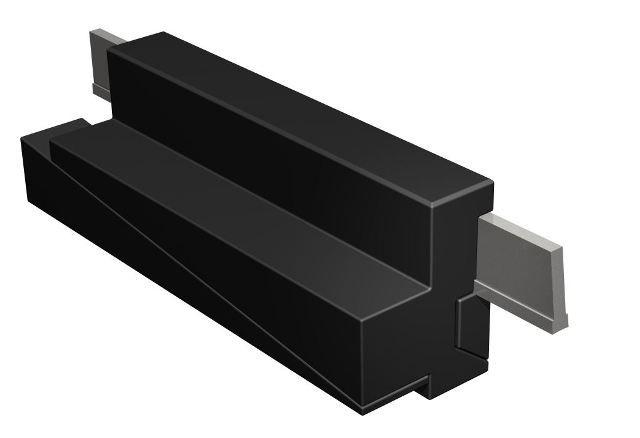
Резец отрезной инвертированный
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.
Критерии выбора резца
Чтобы отрезной резец служил эффективно и долго, необходимо учитывать следующие параметры при его выборе:
- обрабатываемый материал и виды обработок, интенсивность нагрузок;
- приоритет качеству поверхности или точности габаритов детали;
- степень износостойкости инструмента.
Видеоролик о том, как самому сделать отрезные резцы и правильно его заточить:



