Начиная с тридцатых годов прошлого века Средневолжским станкостроительным заводом выпускалось несколько моделей токарно-винторезных станков. Со временем их конструкция улучшалась, оптимизировали технические параметры. Токарный станок по металлу серии 1А616 является одним из лучших.
Назначение токарного станка

Токарно-винторезный станок модели 1А616 применяют для обработки стальных деталей цилиндрической, овальной и конической формы методом вращения заготовки. Он рассчитан для установки деталей малой и средней массы.
От своих предшественников он отличается относительно небольшими габаритами, которые составляю 2135*1225*1220 мм при массе 1500 кг. Для обработки можно использовать различные виды резцов – быстрорежущие и твердосплавные. Благодаря универсальности конструкции предусмотрена возможность формирования метрической, модульной, дюймовой и питчевой резьбы.
Перед анализом характеристик оборудования необходимо ознакомиться с рабочими параметрами оборудования:
- максимальный размер заготовки. Зависит от ее формы: вал – 180 мм; диск – 320 мм;
- шпиндель рассчитан на прохождение прутка диаметром не более 34 мм;
- длина заготовки для выполнения токарных работ составляет не более 71 см. При этом максимальная длина обтачивания составляет 66 см;
- класс точности станка – «Н» по ГОСТ 8-82;
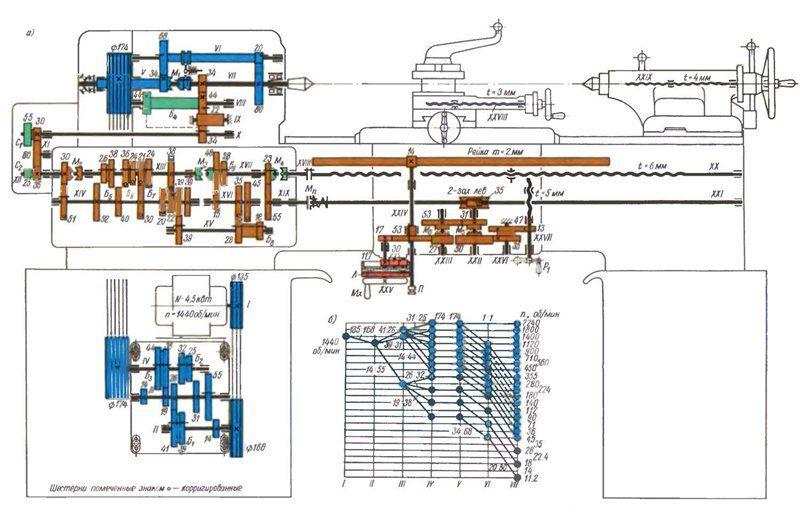
- параметры электродвигателей. Основной, предназначенный для главного привода – 4 кВт. Насос для подачи охлаждающей жидкости – 0,125 кВт.
Токарный станок 1А616 необходим для обработки деталей, закрепленных в центрах или на патроне. Для передачи крутящих моментов от основного электродвигателя в конструкции предусмотрена клиноременная передача. Она уменьшает вероятность повреждения шпиндельной бабки и коробки передач в результате динамических ударов, возникающих при запуске оборудования.
Если необходимо сделать точную резьбу любого типа на станке 1А616 предусмотрена возможность подключения ходового винта напрямую, без задействования коробки передач.
Технические характеристики
Для анализа возможностей станка следует детально ознакомиться с эксплуатационными параметрами каждого из узлов. Оптимальным вариантом является изучение эксплуатационных качеств, описанных в паспорте устройства.
Дополнительно к вышеописанным рабочим характеристикам станка 1А616 можно добавить следующие параметры резцов:
- высота до линии центров – 25мм;
- расстояние от кромки резцедержателя до условной оси центров – 170 мм.
При выборе заготовки следует учитывать удаление оси центров от плоских направляющих, которое равно 165 мм.
Параметры шпинделя:
- частота вращения. Не зависит от выбранного направления (прямое или обратное) – от 9 до 1800 об/мин;
- количество степеней. Также имеет одинаковое значение для любого режима вращения – 21;
- диаметр сквозного отверстия равен 35 мм, что дает возможность устанавливать пруток 34 мм;
- размер внутреннего конуса – Морзе 5.
Для повышения производительности безопасности предусмотрены механизмы торможения шпинделя и блокировки рукояток. Это дает возможность быстро снять и установить деталь для ее дальнейшей обработки.
Суппорт и резцовые салазки

Основная задача суппорта – смещение резцедержателя относительно обрабатываемой детали. Это осуществляется в продольном, поперечном и наклонном положении. Эта часть токарно-винторезного станка отвечает за точность выполняемых операций.
Суппорт:
- перемещение кареток. Для продольной — 67 см; поперечной – 19,5 см;
- деление лимба. У продольной и поперечной кареток она различна и составляет 1 мм и 0,05 мм соответственно;
- регламентируемые пределы рабочих передач. Не зависят от вида перемещения (продольное и поперечное). Составляют от 0,065 до 0,91 мм/об.
Важными характеристиками токарного станка 1А616 являются параметры резьбы. Они различны для каждого режима обработки.
| Тип резьбы | Пределы шага |
| Метрическая | 0,5-24 |
| Дюймовая | 56-1 |
| Модульная | 0,25-22 |
| Питчевая | 128-2 |
Дополнительно потребуется изучить основные данные резцовых салазок:
- максимально допустимое смещение — 12 см;
- деление лимба – 0,05 мм;
- угол поворота — ±90°;
- размеры сечения державки – 20-25 мм.
Задняя бабка необходима для фиксации заготовки между ней и шпиндельной головкой. Для повышения качества обработки она может смещаться в продольном и поперечном направлении.
Правила эксплуатации

Установка оборудования осуществляется на специальную площадку, которая предотвращает появление вибрации во время работы станка. Для этого лучше всего применять специальные регулируемые опоры.
После окончательного монтажа следует ознакомиться с инструкцией по безопасной работе. Ее основные положения заключаются в следующем:
- нельзя при работе станка осуществлять переключение рукоятей, находящихся на задней бабке и коробке скоростей;
- обязательно применяется защитный экран;
- во время обработки детали, установленной в центрах и с хомутиками, необходимо использовать поводковый патрон с защитным ободом;
- при работе станка 1А616 все дверцы электрооборудования плотно закрыты.
Дополнительно учитывается износ оборудования. Для сохранения изначальных параметров необходимо периодически выполнять проверки и плановые ремонты отдельных компонентов.
В видеоматериале показан пример подключения токарного оборудования к однофазной сети:



